PRODUCTS Categories
CONTACT US
- Phone:
- 86 17344894490
- Tel:
- 86 17344894490
- Email:
- business@signialuminium.com
- Add:
- Zhengzhou, Henan, China.
Company News
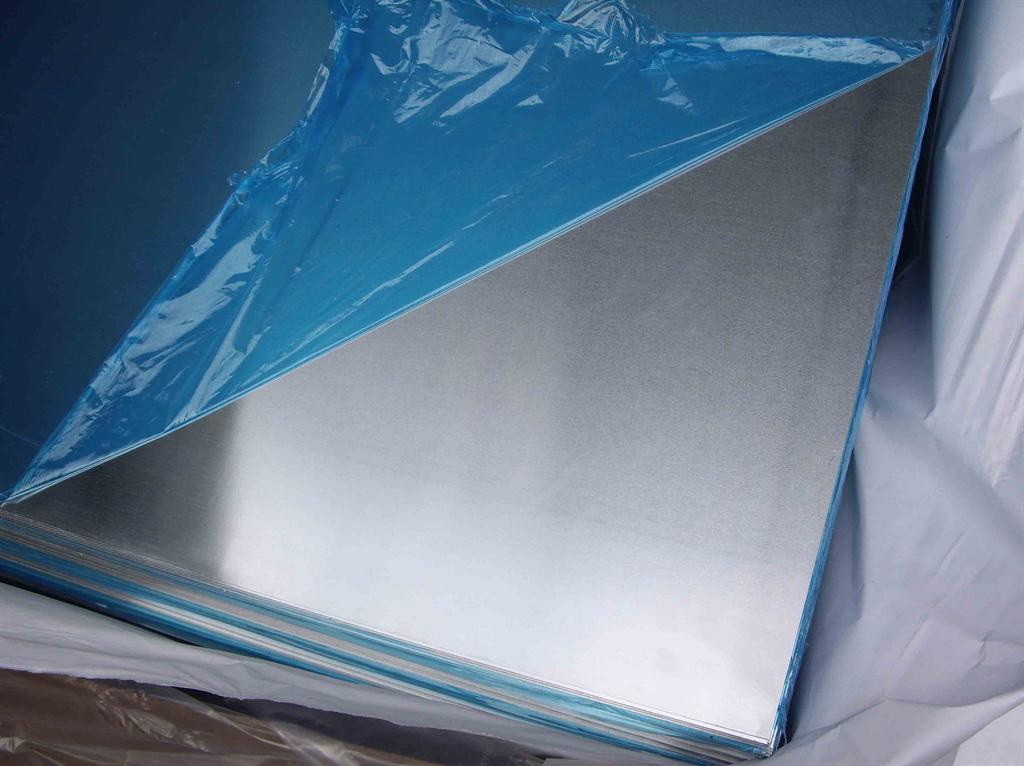
5005 1070 1100 colored anodized aluminum sheets
Time :2018-10-22
1. Principle of colored anodized aluminum sheets:
It is well known that anodized film is composed of a large number of hexagonal unit cells perpendicular to the metal surface, each film cell has a film hole in the center, and has a strong adsorption force. When the oxidized aluminum product is immersed in the dye solution, the dye The molecules enter the pores of the oxide film by diffusion, and at the same time form covalent bonds and ionic bonds which are difficult to separate from the oxide film. This bond binding is reversible and desorption occurs under certain conditions. Therefore, after dyeing, it is necessary to pass the sealing treatment to fix the dye in the pores of the membrane, and to increase the corrosion resistance and wear resistance of the oxide film.
2. Effect of anodizing process on colored anodized aluminum sheets:
In the entire process of oxidation dyeing, poor dyeing due to oxidation process is relatively common. The uniformity of the film thickness and pores of the oxide film is the premise and basis for obtaining a uniform color during dyeing. In order to obtain a uniform oxide film, sufficient circulation amount, cooling amount, and good conductivity are important, and oxidation is also important. Process stability.
The concentration of sulfuric acid is controlled at 180-200 g/l. A slightly higher concentration of sulfuric acid promotes the dissolution reaction of the oxide film, which facilitates the expansion of the pores and is easier to dye;
The concentration of aluminum ions is controlled at 5-15 g/l. When the aluminum ion is less than 5g/l, the adsorption capacity of the formed oxide film is lowered, which affects the coloring speed. When the aluminum ion is larger than 15g/l, the uniformity of the oxide film is affected, and an irregular film layer is likely to occur.
The oxidation temperature is controlled at about 20 °C. The temperature of the oxidation bath has a significant effect on the dyeing. The too low temperature causes the membrane pores of the oxide film to be dense, and the dyeing speed is significantly slowed down. When the temperature is too high, the oxide film is loose and easy to be powdered. It is not conducive to the control of dyeing, and the temperature difference of the oxidation tank should be changed within 2 °C.
Current density, controlled at 120-180a/m2. If the current density is too large, the electrolysis time of the aluminum product in the tank is shortened correspondingly when the film thickness is constant, so that the dissolution of the oxide film in the solution is reduced, the pores of the membrane are dense, and the dyeing time is lengthened. At the same time, the film layer is easily pulverized.
Film thickness, dyeing requires that the thickness of the oxide film is generally greater than 10 μm. When the film thickness is too low, the dyeing tends to be uneven, and when it is required to dye a dark color (such as black), the film thickness is insufficient, resulting in a limited amount of dye deposition, and the desired color depth cannot be achieved.
In summary, anodizing is the basis for dyeing as a pre-process of dyeing. The problem of anodizing is difficult to see or not visible at all before dyeing. Once dyed, we will clearly see phenomena such as uneven color.
3. Dyeing of colored anodized aluminum sheets
3.1 Washing before dyeing
After the anodization, a sulfuric acid solution remains in the pores of the oxide film, and therefore, the aluminum product must be thoroughly cleaned before dyeing. Avoid feeding the impurity ions to the dyeing tank, especially phosphate ions, fluoride ions, etc., set up pure water cleaning before the dyeing tank, and it is necessary to monitor the water quality.
3.2 Preparation of dyeing tank
Most of the dyes used for dyeing are organic dyes, and organic dyes are prone to mold. In order to effectively prevent the mold from being mildewed, the tank can be sterilized with a bleaching powder or a phenol-like drug before preparing the bath. When formulating the bath, adding a mold inhibitor can effectively extend the use time of the dye solution. After the bath is well prepared, it must be stored for several hours before it can be put into use. To ensure the stability of the pH, acetic acid-sodium acetate can be added.
3.3 Dyeing process control
(1) Temperature
During the dyeing process, the dyeing rate increases with increasing temperature, so the time required to dye a certain depth of color decreases with increasing temperature. At the same time, the temperature of the bath rises, and the synchronous sealing will also speed up. If the temperature is too high, the synchronous sealing is too fast, and the dye molecules are not adsorbed in the pores of the membrane, and the accumulation of the dye will be due to the pores of the oxide film. Closed and stopped, can not reach the required depth, and dyeing at a relatively low temperature can dye deeper colors, but the corresponding time is longer. Therefore, for different color requirements, the dyeing temperature can be adjusted appropriately to avoid dyeing time. Too long or too short.
(2) Dye concentration
According to the adsorption law, under certain working conditions, the adsorption amount of dye on the anodized film increases with the increase of dye concentration. However, this rule is only applicable when the oxide film itself has an adsorption capacity. For different depths of color, the dye concentration should also be adjusted accordingly. When the tank is initially formulated, a lower concentration solution should be prepared as much as possible. As the production progresses, the dye is continuously consumed, and the consumed portion is continuously replenished. It takes a small number of times. If the concentration of the dye is determined, the influence of the impurity ions should be considered. The actual effective concentration may be significantly different from the detection. Therefore, the actual dyeing power of the dyeing tank should be compared and tested regularly.
In order to ensure a stable dyeing power, the bath can be partially replaced after a period of production.
(3) Time
As with electrolytic coloring, when other conditions are constant, the color gradually deepens with time. In general, when the oxidation conditions are determined, the concentration of the dye solution, temperature, etc. are determined. We only have to adjust the dyeing time to get the color depth required by the customer. If the dyeing time is too short, the desired color is obtained. There are two disadvantages. First, the color is too fast, and it is not easy to obtain a uniform color; It is too fast to color, and the color obtained is not weather resistant enough. The dyeing time is too long, or the desired color depth cannot be obtained no matter how long it takes. At this time, we should consider whether the oxide film is too thin or the dye concentration is too low.
(4) ph value
Generally, the pH value is 5-6. The stable pH value is very important for dyeing. Especially for mixed dyes, different pH values may have different color tones. To enhance the stability of pH, add in the preparation of the bath. Buffer solution is a feasible method, and it is necessary to strengthen the water washing before dyeing to avoid taking human acid.
3.4 Washing after dyeing
After dyeing, the aluminum product is washed with water to remove the floating color attached to the surface of the aluminum product. At this time, attention should be paid to the water quality of the washing tank because the combination of the dye molecule and the oxide film is reversible, when there are many impurity ions in the water. It will cause the dye molecules to separate from the oxide film into the water. At this time, it will show fading. This fading is often uneven, which eventually leads to chromatic aberration on the same material.
4. Sealing of colored anodized aluminum sheets
Sealing treatment is an indispensable part of anodizing. After oxidation dyeing, only the sealing treatment can ensure the original color of the dyed film. There are many kinds of sealing methods, such as steam sealing, hot water sealing and medium temperature sealing. Holes are a good choice, and some dyes can also be selected for cold sealing. After sealing, the color may be slightly lighter than before sealing, but only a little attention can be paid.
Signi Aluminum is professional on making 5052 1070 1100 colored anodized aluminum sheets, colors are mainly golden, silver, copper, champagne, black, matte mirror, bright mirror etc. Which is widely used for curtain wall, home appliance, switch panel, electronic products, car accessories, lighting and other fields.
It is well known that anodized film is composed of a large number of hexagonal unit cells perpendicular to the metal surface, each film cell has a film hole in the center, and has a strong adsorption force. When the oxidized aluminum product is immersed in the dye solution, the dye The molecules enter the pores of the oxide film by diffusion, and at the same time form covalent bonds and ionic bonds which are difficult to separate from the oxide film. This bond binding is reversible and desorption occurs under certain conditions. Therefore, after dyeing, it is necessary to pass the sealing treatment to fix the dye in the pores of the membrane, and to increase the corrosion resistance and wear resistance of the oxide film.
2. Effect of anodizing process on colored anodized aluminum sheets:
In the entire process of oxidation dyeing, poor dyeing due to oxidation process is relatively common. The uniformity of the film thickness and pores of the oxide film is the premise and basis for obtaining a uniform color during dyeing. In order to obtain a uniform oxide film, sufficient circulation amount, cooling amount, and good conductivity are important, and oxidation is also important. Process stability.
The concentration of sulfuric acid is controlled at 180-200 g/l. A slightly higher concentration of sulfuric acid promotes the dissolution reaction of the oxide film, which facilitates the expansion of the pores and is easier to dye;
The concentration of aluminum ions is controlled at 5-15 g/l. When the aluminum ion is less than 5g/l, the adsorption capacity of the formed oxide film is lowered, which affects the coloring speed. When the aluminum ion is larger than 15g/l, the uniformity of the oxide film is affected, and an irregular film layer is likely to occur.
The oxidation temperature is controlled at about 20 °C. The temperature of the oxidation bath has a significant effect on the dyeing. The too low temperature causes the membrane pores of the oxide film to be dense, and the dyeing speed is significantly slowed down. When the temperature is too high, the oxide film is loose and easy to be powdered. It is not conducive to the control of dyeing, and the temperature difference of the oxidation tank should be changed within 2 °C.
Current density, controlled at 120-180a/m2. If the current density is too large, the electrolysis time of the aluminum product in the tank is shortened correspondingly when the film thickness is constant, so that the dissolution of the oxide film in the solution is reduced, the pores of the membrane are dense, and the dyeing time is lengthened. At the same time, the film layer is easily pulverized.
Film thickness, dyeing requires that the thickness of the oxide film is generally greater than 10 μm. When the film thickness is too low, the dyeing tends to be uneven, and when it is required to dye a dark color (such as black), the film thickness is insufficient, resulting in a limited amount of dye deposition, and the desired color depth cannot be achieved.
In summary, anodizing is the basis for dyeing as a pre-process of dyeing. The problem of anodizing is difficult to see or not visible at all before dyeing. Once dyed, we will clearly see phenomena such as uneven color.
3. Dyeing of colored anodized aluminum sheets
3.1 Washing before dyeing
After the anodization, a sulfuric acid solution remains in the pores of the oxide film, and therefore, the aluminum product must be thoroughly cleaned before dyeing. Avoid feeding the impurity ions to the dyeing tank, especially phosphate ions, fluoride ions, etc., set up pure water cleaning before the dyeing tank, and it is necessary to monitor the water quality.
3.2 Preparation of dyeing tank
Most of the dyes used for dyeing are organic dyes, and organic dyes are prone to mold. In order to effectively prevent the mold from being mildewed, the tank can be sterilized with a bleaching powder or a phenol-like drug before preparing the bath. When formulating the bath, adding a mold inhibitor can effectively extend the use time of the dye solution. After the bath is well prepared, it must be stored for several hours before it can be put into use. To ensure the stability of the pH, acetic acid-sodium acetate can be added.
3.3 Dyeing process control
(1) Temperature
During the dyeing process, the dyeing rate increases with increasing temperature, so the time required to dye a certain depth of color decreases with increasing temperature. At the same time, the temperature of the bath rises, and the synchronous sealing will also speed up. If the temperature is too high, the synchronous sealing is too fast, and the dye molecules are not adsorbed in the pores of the membrane, and the accumulation of the dye will be due to the pores of the oxide film. Closed and stopped, can not reach the required depth, and dyeing at a relatively low temperature can dye deeper colors, but the corresponding time is longer. Therefore, for different color requirements, the dyeing temperature can be adjusted appropriately to avoid dyeing time. Too long or too short.
(2) Dye concentration
According to the adsorption law, under certain working conditions, the adsorption amount of dye on the anodized film increases with the increase of dye concentration. However, this rule is only applicable when the oxide film itself has an adsorption capacity. For different depths of color, the dye concentration should also be adjusted accordingly. When the tank is initially formulated, a lower concentration solution should be prepared as much as possible. As the production progresses, the dye is continuously consumed, and the consumed portion is continuously replenished. It takes a small number of times. If the concentration of the dye is determined, the influence of the impurity ions should be considered. The actual effective concentration may be significantly different from the detection. Therefore, the actual dyeing power of the dyeing tank should be compared and tested regularly.
In order to ensure a stable dyeing power, the bath can be partially replaced after a period of production.
(3) Time
As with electrolytic coloring, when other conditions are constant, the color gradually deepens with time. In general, when the oxidation conditions are determined, the concentration of the dye solution, temperature, etc. are determined. We only have to adjust the dyeing time to get the color depth required by the customer. If the dyeing time is too short, the desired color is obtained. There are two disadvantages. First, the color is too fast, and it is not easy to obtain a uniform color; It is too fast to color, and the color obtained is not weather resistant enough. The dyeing time is too long, or the desired color depth cannot be obtained no matter how long it takes. At this time, we should consider whether the oxide film is too thin or the dye concentration is too low.
(4) ph value
Generally, the pH value is 5-6. The stable pH value is very important for dyeing. Especially for mixed dyes, different pH values may have different color tones. To enhance the stability of pH, add in the preparation of the bath. Buffer solution is a feasible method, and it is necessary to strengthen the water washing before dyeing to avoid taking human acid.
3.4 Washing after dyeing
After dyeing, the aluminum product is washed with water to remove the floating color attached to the surface of the aluminum product. At this time, attention should be paid to the water quality of the washing tank because the combination of the dye molecule and the oxide film is reversible, when there are many impurity ions in the water. It will cause the dye molecules to separate from the oxide film into the water. At this time, it will show fading. This fading is often uneven, which eventually leads to chromatic aberration on the same material.
4. Sealing of colored anodized aluminum sheets
Sealing treatment is an indispensable part of anodizing. After oxidation dyeing, only the sealing treatment can ensure the original color of the dyed film. There are many kinds of sealing methods, such as steam sealing, hot water sealing and medium temperature sealing. Holes are a good choice, and some dyes can also be selected for cold sealing. After sealing, the color may be slightly lighter than before sealing, but only a little attention can be paid.
Signi Aluminum is professional on making 5052 1070 1100 colored anodized aluminum sheets, colors are mainly golden, silver, copper, champagne, black, matte mirror, bright mirror etc. Which is widely used for curtain wall, home appliance, switch panel, electronic products, car accessories, lighting and other fields.